Engineered alongside our industry-grade cable ties to deliver complete circuit safety and cabling security.






In modern industrial applications, cable management is no longer just about organization; it is a critical component of operational durability, system safety, and electrical integrity. From heavy-duty utility-scale solar arrays to high-density server racks and complex automotive wire harnesses, the choice of fastening materials directly affects lifetime costs and hazard mitigation. As a leading manufacturer in China, we examine the material science, mechanical specifications, and strategic sourcing dynamics of premium cable ties.
We utilize prime raw materials including Polyamide 66 (Nylon 66), Polyamide 12 (Nylon 12), and Marine-Grade Stainless Steel (SUS 304/316). Our formulations are customized for UV exposure, extreme temperatures, and chemical degradation.
Designed to withstand extreme tension demands, our cable ties support loads ranging from 18 lbs (80 N) up to 250 lbs (1100 N) and more for custom industrial configurations, ensuring non-slip locking precision under mechanical stress.
Whether facing corrosive marine atmospheres, harsh desert UV rays, or chemical washdowns in food processing plants, our specialized product lines maintain structural strength without cracking or losing grip.
Wenzhou Phlox Energy Co., Ltd. is a professional manufacturer and supplier specializing in solar photovoltaic protection and electrical connection solutions. With more than 10 years of industry experience, we are dedicated to the research, development, production, and innovation of high-quality solar accessories and low-voltage electrical products for global renewable energy markets.
Our manufacturing facility covers an area of over 11,500 square meters and is equipped with 7 advanced production lines, more than 100 automated production machines, and a skilled workforce of over 150 employees. With strong production capacity and efficient management systems, our annual output value exceeds USD 20 million.
Phlox Energy specializes in the production of DC miniature circuit breakers (MCBs), surge protective devices (SPDs), photovoltaic fuses, solar connectors, DC isolator switches, distribution boxes, combiner boxes, and other solar power system components. Our products are widely used in residential, commercial, and industrial photovoltaic installations around the world.
Quality is at the core of everything we do. Our products are manufactured in strict accordance with international standards and have obtained certifications including CE, TUV, IEC, CB, and ISO 9001. Every product undergoes comprehensive quality inspections and rigorous testing procedures to ensure safety, reliability, and long-term performance in demanding environments.
Global procurers, EPC contractors, and OEMs turn to China for cable ties due to an advanced industrial ecosystem that balances raw material supply, precision tooling, automation, and supply chain speed. Below are the key pillars of our manufacturing advantage in Wenzhou:
We design and construct high-cavity, hot-runner injection molds in-house. This allows us to produce millions of ties daily with zero structural defects, clean locking pawl teeth, and uniform thickness across the entire strap length.
By sourcing raw resin polymers directly from local petrochemical partners, we stabilize costs and guarantee material consistency. We incorporate heat stabilizers, carbon black UV inhibitors, and flame retardants at the molecular level.
Our 11,500m² factory runs automated extrusion and packaging systems that lower labor overhead. These savings are passed directly to our B2B customers, offering competitive pricing for high-volume orders.
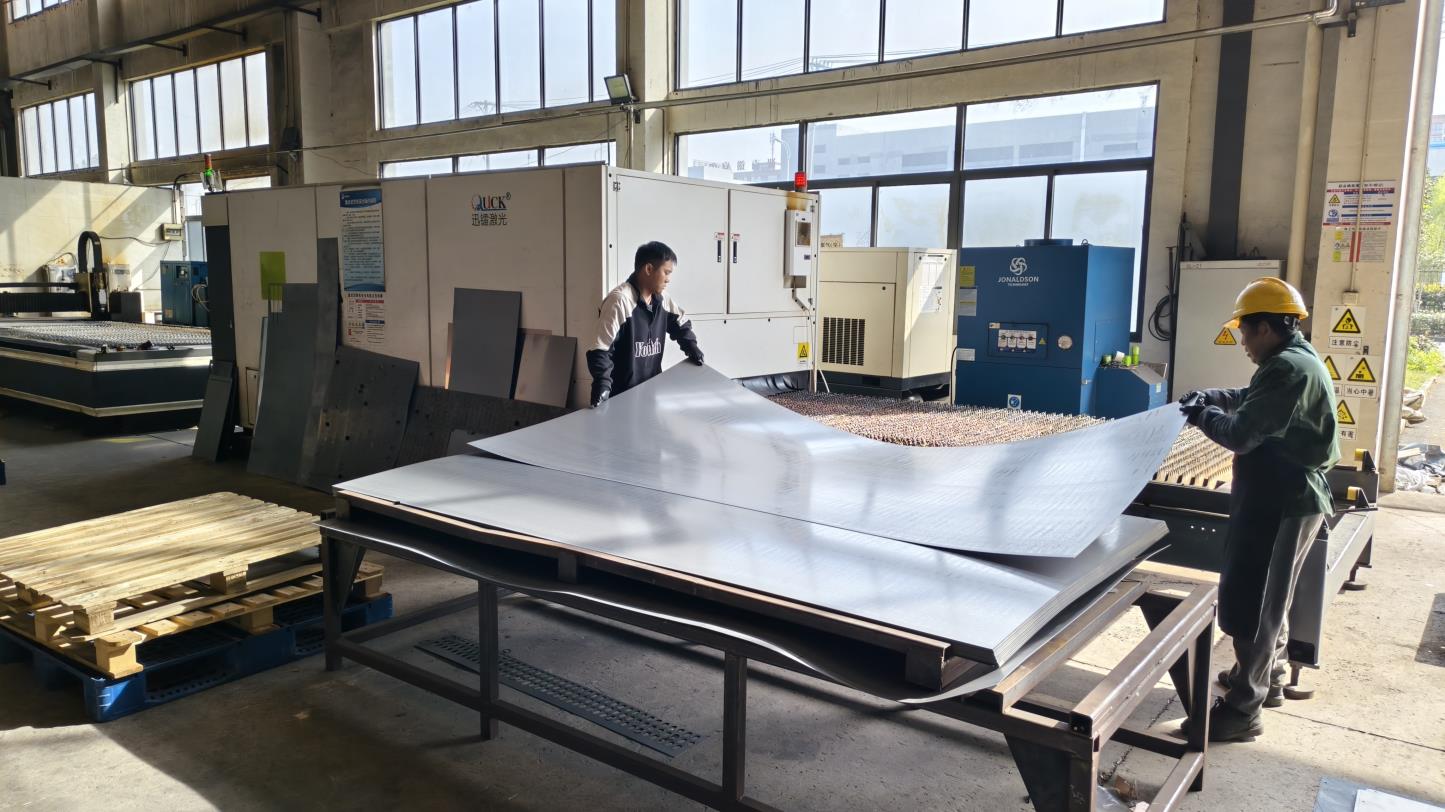
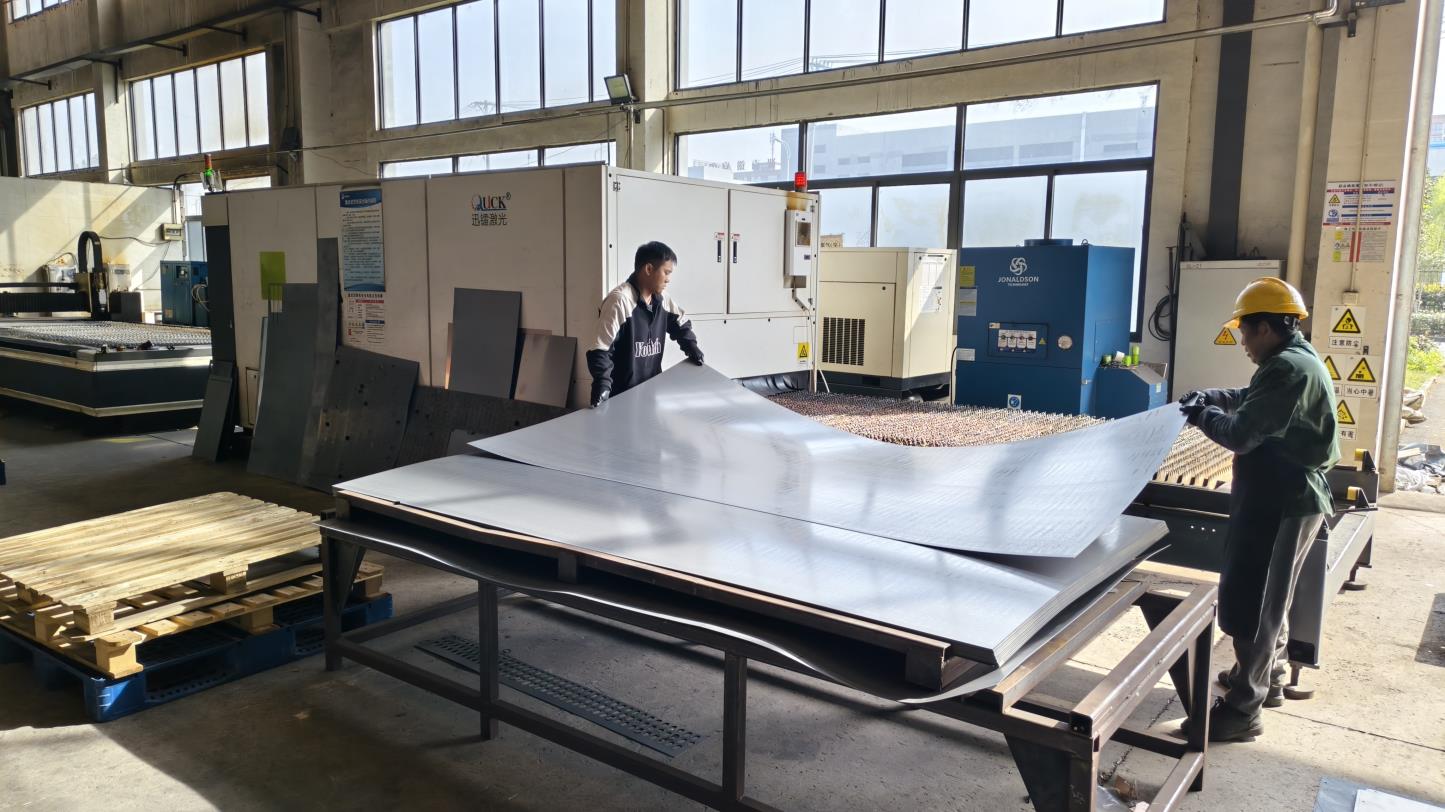
Explore our state-of-the-art facility featuring automated production lines, heavy metal works, and specialized laser machining units.









Cable ties are no longer simple plastic strips. Engineering advancements focus on environmental compliance, circular economy targets, and smart integration capabilities. Key macro trends include:
Global environmental mandates push for alternatives to petroleum-based resins. Our R&D team works with PA610 and bio-based polyamides to maintain loop tensile strength while reducing the carbon footprint of production.
For large-scale infrastructure projects (e.g., wind farms, telecom towers), tracking inventory and maintenance schedules is critical. RFID-embedded cable ties allow installers to scan cable locations and verify parameters instantly via wireless systems.
Modern applications demand resistance to high heat and chemical exposure. Adding stabilizer agents to standard Nylon 66 increases its heat tolerance from 85°C to 125°C, expanding its lifetime in engine compartments and solar module arrays.
Our cable ties are manufactured for specific demanding applications, ensuring long-term reliability where standard ties would degrade:
Procuring cable management accessories involves assessing technical performance metrics to prevent unexpected down-time. Use this verification checklist before choosing a manufacturer:
Always verify the manufacturer’s tensile testing protocol. Certified products must comply with UL 62275 or IEC 62275 standards. Tensile testing should be performed at specific speed controls and moisture content levels.
Nylon 66 is a hygroscopic material that requires a nominal moisture level (about 2.5%) to maintain flexibility. If ties are too dry, they become brittle and snap. High-quality suppliers seal products in airtight plastic packaging with a small amount of moisture added during production.
A reliable supplier must provide full batch traceability back to raw polymer lots. Demanding markets require compliance with RoHS directives, REACH regulations, and UL94 flammability safety standards (preferably V-2 or V-0 grades).
Combine our high-tensile cable ties with our distribution components for a safe, reliable, and compliant electrical network.









